本文主要研究熱鍍鋅機組噴碳化鎢工藝輥表面噴鍍層剝落的原因。加工輥基材為45號鋼�,表面超聲噴涂碳化鎢涂層�。工藝輥使用不到一年,發(fā)現(xiàn)輥面中間的噴涂層脫落��。針對輥子表面噴涂層的剝落現(xiàn)象��,進行了噴涂材料的成分分析和涂層的顯微分析。研究發(fā)現(xiàn)�,噴涂前的噴砂工序非常關(guān)鍵,在噴涂層脫落的地方可以發(fā)現(xiàn)殘留的砂粒�。通過對涂層斷面的分析,進一步證明在噴涂前的噴砂和紋理化過程中��,殘留的砂粒沒有完全去除��,在使用過程中會導(dǎo)致噴涂層剝落��。
鍍鋅工藝分為熱鍍鋅和電鍍鋅�。其中,熱鍍鋅工藝因其成本低�、方法簡便、產(chǎn)品質(zhì)量明顯提高等優(yōu)點��,已成為廣泛使用的金屬防銹方法之一�。熱鍍鋅板已廣泛應(yīng)用于汽車、家電等行業(yè)��。熱鍍鋅板的生產(chǎn)過程主要包括原板制備��、鍍前處理�、退火、熱鍍�、鍍后處理等��。在連續(xù)退爐中與帶鋼緊密接觸的中溫爐輥��、翻轉(zhuǎn)輥�、矯正輥等輥均稱為“工藝輥”��。帶鋼在退火爐中的基本工作狀態(tài)是在充滿氫氣的保護氣氛中加熱到再結(jié)晶溫度以上�,而浸鍍設(shè)備則是在450°C至480°C的液態(tài)鋅環(huán)境中。在實際應(yīng)用中��,工藝輥存在蠕變��、腐蝕等失效形式��。例如��,在連續(xù)退火爐中服役超過十年的軋輥��,由于在高溫下長期服役�,會使材料產(chǎn)生σ相和蠕變孔,軋輥表面會變形��,從而導(dǎo)致軋制不均勻的鋼帶��。使用過程中�,沉輥浸入熔融鋅液中,被活性鋅液腐蝕��。輥子表面容易發(fā)生點蝕�,變得粗糙,造成鍍鋅板表面點蝕缺陷�。
為了解決工藝輥的腐蝕磨損問題,不改變基材成分的表面處理是目前常用的工藝措施�。例如,通過滲透鍍��、熱噴焊�、熱噴涂技術(shù)等在工藝輥表面形成涂層。涉及的涂層材料包括W-Mo合金�、鐵-鋁金屬間化合物、WC-Co系列金屬陶瓷��、其中�,以HVOF碳化鎢為代表的噴涂材料已廣泛應(yīng)用于熱鍍鋅汽車板生產(chǎn)線。工藝輥表面噴涂碳化鎢后�,可大大提高帶鋼表面質(zhì)量。 HVOF制備的碳化鎢涂層具有良好的結(jié)合力�,為基材提供了良好的保護。但是��,如果噴涂失敗并剝落��,輥體的基材將直接暴露在外面,導(dǎo)致其迅速失效�。因此,為了保證噴涂層能夠更好地保護輥系�,獲得更好的帶鋼表面質(zhì)量,有必要對噴涂層失效的原因及影響因素進行研究�。
WC-Co涂層在使用過程中會因腐蝕、磨損等原因失效�。例如,在顆粒侵蝕作用下會發(fā)生空化和磨損�,磨損狀態(tài)與涂層的成分和結(jié)構(gòu)特性有關(guān)。在腐蝕介質(zhì)的作用下�,WC相和Co基粘結(jié)相發(fā)生微觀電化學(xué)腐蝕。在熔融的鋅溶液中��,WC相不與鋅溶液反應(yīng)�,Co與鋅溶液反應(yīng)形成脆性化合物,可能導(dǎo)致鍍層開裂和剝落��。鈷基碳化鎢噴涂涂層會隨著時間的推移在鋅液中引起表面腐蝕�。氯離子的存在也會導(dǎo)致碳化鎢噴涂層失效。大氣環(huán)境和溫度也會對磨損程度產(chǎn)生很大影響�。本文研究了在熱鍍鋅生產(chǎn)線上僅使用了半年的工藝輥表面碳化鎢噴涂層的剝落。通過比較不同的噴砂工藝并進行顯微分析�,證實碳化鎢涂層的剝離與噴涂前的噴砂工藝沒有完全去除砂粒有關(guān)。
1��、測試方法
對在機器上使用僅半年就剝落涂層的工藝輥進行故障分析。工藝輥表面WC-12Co涂層采用普萊克斯JP5000超音速火焰噴槍制備��,涂層厚度約150μm��。噴涂過程中�,噴涂距離380mm�,氧氣流量2000scfh,煤油流量6.0gph��,送粉速度80g/min?�,F(xiàn)場采集工藝輥表面噴涂層不合格部分和非不合格部分樣品進行實驗室檢測��。采用電感耦合等離子體原子發(fā)射光譜儀(ICP�,Agilent 725ES)檢測工藝輥的材料成分,采用掃描電子顯微鏡(SEM)和能譜儀(EDS)分析其形貌和元素組成��。涂層�。為研究噴砂后處理對界面微觀結(jié)構(gòu)的影響,對噴砂后的噴涂試件進行空氣吹掃和空氣吹掃耦合鋼刷�,對不同噴砂處理后的試件涂層/基材界面進行了對比分析。執(zhí)行�。微觀分析。
2��、輥面檢測
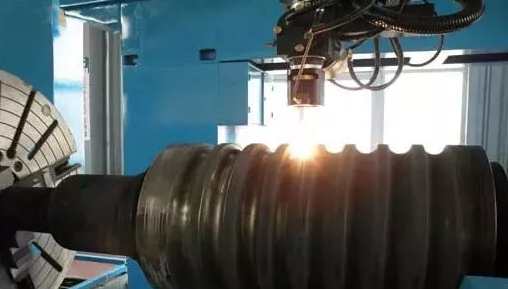
現(xiàn)場觀察到的爐外滾筒外觀如圖1所示。 爐外滾筒表面可見鍍層銹跡��,銹跡呈斑點析出狀態(tài)��,宏觀外觀部分是摩爾紋��。在工藝輥中間可以看到涂層的剝離區(qū)域��。工藝輥邊緣表面沒有明顯的銹跡��,在本研究中視為非故障部分�。在研究過程中,對剝離涂層的結(jié)構(gòu)和成分進行了分析��。





保行業(yè)")
")